
W procesie termicznego przekształcania istotna jest temperatura topnienia pozostałości niepalnych (750°C – 1500°C) oraz ich skład chemiczny. Proces reakcyjny powinien zapewniać całkowite zgazowanie produktów w warunkach fazy stałej składników niepalnych, co umożliwia wyeliminowanie wtapiania i spiekania w nich częściowo zgazowanych frakcji palnych z dużą zawartością węgla. Inne znane technologie z reaktorami ze złożem stałym do zgazowania i spalania mają ograniczone zastosowanie do termicznego przekształcania frakcji palnych odpadów, ponieważ niepalne pozostałości w wyniku ich spiekania występują w postaci żużla z dużą zawartością węgla. Wszystkie znane technologie wymagają stosowania kosztownych metod redukcji i utylizacji zanieczyszczeń z procesu.
W Polsce i na świecie przeprowadzono szereg badań w zakresie sposobów spalania i ograniczenia emisyjności zanieczyszczeń przy wytwarzaniu energii z odpadów. W tym celu opracowano i wdrożono wiele metod oczyszczania spalin, tzw. pierwotne i wtórne, suche, półsuche i mokre . Wszystkie znane metody oparte są głównie na wprowadzaniu do procesów spalania odpadów i gazów spalinowych, reagentów stałych lub ciekłych i katalizatorów, których wytworzenie i utylizacja również obciąża środowisko oraz znacznie zwiększa koszty eksploatacyjne takich instalacji. Metody te, ze względu na znaczne nakłady inwestycyjne i koszty eksploatacyjne, mają ograniczone zastosowanie w technologiach stosowanych w małych instalacjach termicznego przekształcania odpadów. Nie były dotychczas znane rozwiązania w zakresie skutecznej redukcji zanieczyszczeń, w procesie termicznego przekształcania odpadów komunalnych i osadów ściekowych, z reagentami zawartymi w jednorocznej biomasie roślinnej, mączkach mięsno-kostnych oraz w odpadowych mułach węglowych, zawierających duże ilości związków chemicznych, stosowanych w technologiach oczyszczania spalin (wapno, potas, sód). Nie były również znane rozwiązania w zakresie określenia ilości powstawania dioksyn i furanów w wyniku wtórnej ich syntezy ( w procesie tzw. “de novo”), w zależności od szybkości schładzania spalin w zakresie ich temperatur od 750°C do 200°C, przy określonej ilości pyłów i ich składu chemicznego oraz określonej ilości pary wodnej.
Proponowane instalacje termicznego przekształcania odpadów z technologią WAFA obejmują wskazane elementy technologii w zakresie redukcji zanieczyszczeń gazowych. Znane technologie komorowe do odzysku energii z odpadów, wykorzystują głównie procesy ich zgazowania i spalania uzyskanego syngazu w zewnętrznych urządzeniach do odzysku energii. Obsługa tych technologii wymaga znacznej liczby odpowiednio kwalifikowanych pracowników. Nie są znane inne małe instalacje o możliwości bezodpadowego zagospodarowania frakcji palnych odpadów komunalnych o rocznym przerobie do ok. 10 tys. Mg. Przeprowadzone analizy ekonomiczno-techniczne w zakresie spalarni odpadów wskazują, że ze względu na duże nakłady inwestycyjne na instalacje oczyszczania spalin (do 50% kosztów spalarni) ekonomiczna opłacalność przedsięwzięcia wymaga budowy spalarni odpadów o przerobie min. 60 tys. Mg rocznie. Proponowana technologia WAFA o zakładanym przerobie odpadów, obejmie w sposób kompleksowy ich zagospodarowanie, od momentu ich pozyskania, poprzez wytworzenie mieszanek o odpowiednim ładunku energetycznym, ich niskoemisyjne termiczne przekształcenie w warunkach wytwarzania obojętnego dla środowiska balastu, wysokosprawnego odzysku energii, oraz redukcji zanieczyszczeń w spalinach, głównie reagentami z odpadowej biomasy. Instalacja realizująca technologię WAFA wyposażona jest w systemem sterowania, umożliwiający jej całodobową eksploatacje z minimalną obsługą. Procesy sterowania i wizualizacji procesów eksploatacyjnych mogą być prowadzone przez operatora łączami internetowymi. Operator w czasie rzeczywistym otrzyma informację o parametrach procesowych, emisyjności zanieczyszczeń oraz zagrożeniach awaryjnych lub awarii. Zdalnie przeprowadzone mogą być rozruchy i wyłączanie z ruchu instalacji. Znane technologie, w przypadkach przekroczenia standardów emisyjnych zanieczyszczeń gazowych, wymagających awaryjnego wyłączenia spalarni odpadów, zawierają ich duże ilości, które dopalając się w sposób niekontrolowany, powodują znaczne zagrożenie dla środowiska.
Technologia WAFA uzyskana została w wyniku realizacji prac badawczych i rozwojowych w ramach:
II konkursu INNOTECH w projekcie pt. “Odzysk energii z wytwarzaniem produktów fosforowych w procesie wysokotemperaturowego przetwarzania mieszanek biomasy roślinnej i zwierzęcej” w konsorcjum z udziałem Politechniki Krakowskiej oraz:
— II konkursu GEKON pt. “ Odzysk Energii z Odpadów Komunalnych i Biomasy” w konsorcjum z udziałem Fabryki Kotłów FAKO SA oraz Politechnik Warszawskiej i Krakowskiej, dofinansowanych przez NCBiR oraz NFOŚiGW.
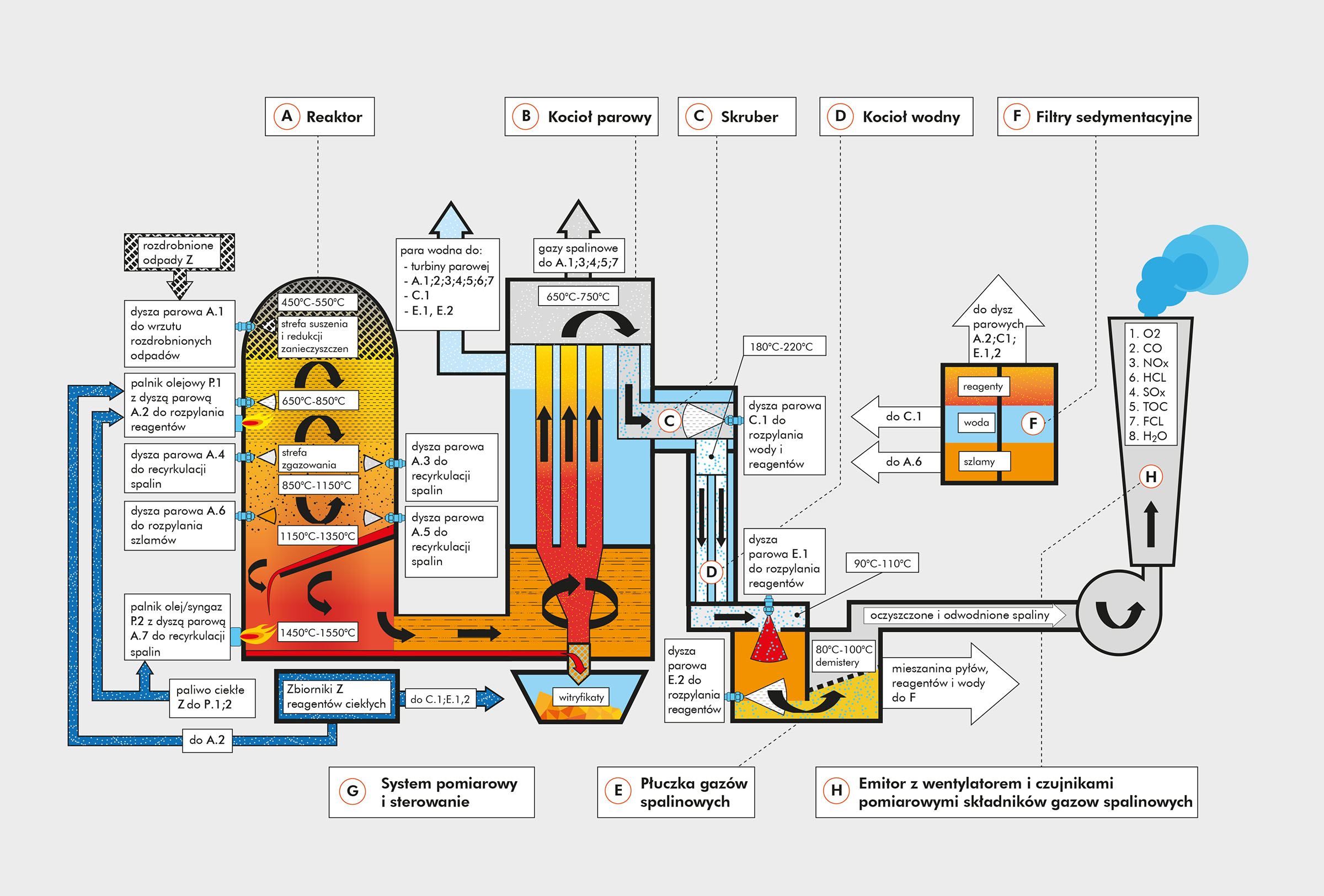
Technologia WAFA oparta jest na innowacyjnym sposobie termicznego przekształcaniu mieszanek w reaktorze, realizowanej w wyniku szeregu procesów termodynamicznych, wymiany ciepła i masy oraz egzo- i endotermicznych reakcji chemicznych zachodzących w temperaturach od 350°C do 1500°C, umożliwiających ich konwersję do postaci gazowej i balastu bez depozytu węgla. W procesie uczestniczą czynniki utleniające, w postaci sprężonego powietrza, pary wodnej i zewnętrznie recyrkulowanych, schłodzonych spalin, spełniające również funkcję ściśle określonego, wielokierunkowego przenoszenia zgazowywanych surowców w reaktorze, spalania wytwarzanego gazu reaktorowego oraz ukierunkowanego transportu balastu wraz z jego dodatkowym zgazowywaniem i dopalaniem. Cechą charakterystyczną w technologii są wirowe prostopadłe kierunki przepływu fazy stałej i gazowej oraz w końcowym procesie termicznego przekształcania, równoległe kierunki przepływu fazy gazowej i ciekłej. Rozdrobnione surowce w określonych strefach reakcyjnych w warunkach quasi-pirolizy ulegają wysuszeniu i zgazowaniu, niepalne pozostałości stopnieniu. Gaz reaktorowy spalany jest głównie w dolnej strefie reaktora i całkowicie dopalany w płomienicy reaktora, ciekły balast odprowadzany zostanie z płomienicy do separatora i zrzucany do chłodnicy. Uzyskiwany witryfikat w chłodnicy przesypywany jest do zbiornika magazynowego. Technologia przewiduje, nie znany w innych rozwiązaniach, system odzysku ciepła i schładzania gazów
spalinowych, w specjalnie do tego celu opracowanych wymiennikach:
Końcowym etapem oczyszczania gazów spalinowych z zanieczyszczeń do dopuszczalnego poziomu, określonego standardami emisyjności, jest innowacyjny system płuczki cieczowej z dwoma systemami rozpylania dyszowego reagentów (skrubery II, III) i z zestawem demisterów. Płuczka cieczowa współpracuje z dwoma sekwencyjnie pracującymi zbiornikami sedymentacyjnymi, w których następuje grawitacyjne oddzielenie wody, reagentów i szlamów, które następnie odprowadzane są do odpowiednich zbiorników magazynowych. Szlamy, w postaci półpłynnych mieszanek pyłów z reagentami i wodą, wrzucane są specjalną dyszą do upłynnionych, niepalnych pozostałości w płomienicy reaktora. Zawarte w szlamach pyły, o wysokiej temperaturze płynięcia zostają “wtopione” w witryfikaty i w tej postaci nie stanowią zagrożenia dla środowiska.
 Widok instalacji badawczej z technologią WAFA o mocy cieplnej do 2,5 MW
Widok instalacji badawczej z technologią WAFA o mocy cieplnej do 2,5 MWInstalacja zbudowana jest z podstawowych bloków procesowych do realizacji technologii WAFA :
| Blok A | reaktora z płomienicą, z dyszą do wrzutu rozdrobnionych odpadów stałych, z zestawem palników wyposażonych w dysze do rozpylania paliw płynnych i upłynnionych mułów węglowych, osadów ściekowych lub zawiesin z reagentami, zestawem dysz do wrzutu recyrkulowanych spalin, dyszy wrzutowej szlamów oczyszczania gazów spalinowych, komorą do podgrzewania powietrza do spalania i systemem ich transportu oraz czujnikami pomiarowych temperatury i ciśnienia gazów reaktorowych, |
| Blok B | pionowego wymiennika gazy spalinowe/woda/para w postaci odzysknicowego kotła parowego z systemem zrzutu, schładzania, transportu i magazynowania niepalnego balastu (witryfi kat), |
| Blok C | Blok poziomego wymiennika gazy spalinowe/para wodna i poziomego wymiennika gazy spalinowe/woda w postaci komory, z dyszą do rozpylania zawiesin wodnych z reagentami, |
| Blok D | wymiennika gazy spalinowe/woda w postaci pionowego, odzysknicowego kotła wodnego do podgrzewania kondensatu, |
| Blok E | płuczki z dyszami do rozpylania reagentów i z zestawem demisterów, |
| Blok F | zestawu filtrów sedymentacyjnych, |
| Blok G | zestawu urządzeń pomiarowych, zasilająco-sterujących do automatyzacji, sterowania, rejestracji, wizualizacji procesów technologicznych i zawartości zanieczyszczeń w spalinach. |
| Blok H | emitora gazów spalinowych z zestawem czujników pomiarowych zanieczyszczeń w gazach spalinowych, |
| Blok Z | zestawu urządzeń do magazynowania, transportu i dozowania mieszanek odpadów, paliw płynnych (lub gazowych), płynnych reagentów oraz transportu i dozowania sprężonego powietrza i pary wodnej. |
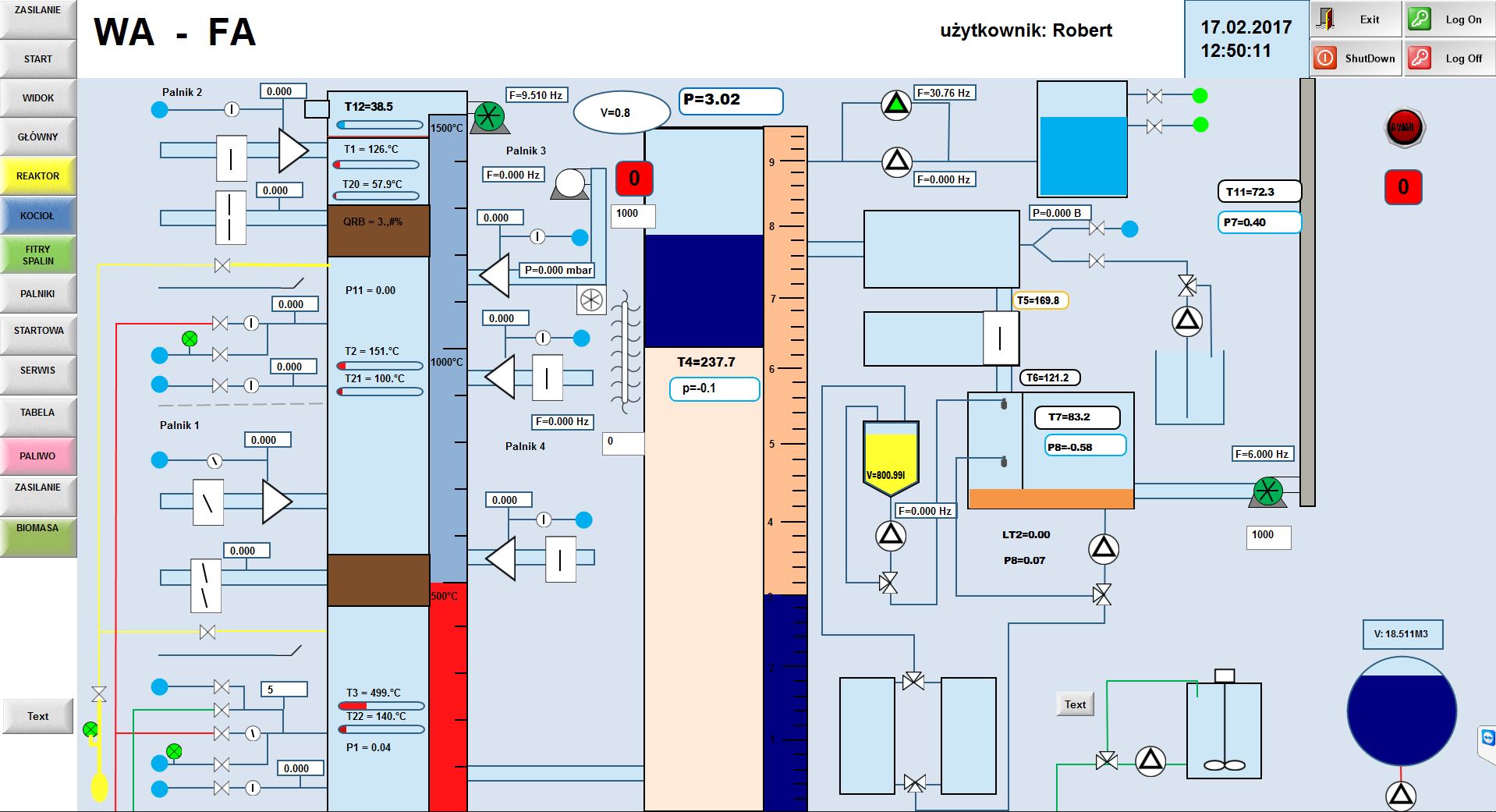
Sterowanie instalacją
Instalacja z technologią WAFA wyposażona jest w system sterowania z programem operacyjnym. Za pośrednictwem sieci czujników pomiarowych i sterownika PLC, parametry i sygnały wyjściowe (y) oraz wejściowe (u) są na bieżąco gromadzone przez układ śledzący, który estymuje aktualny model dynamiki instalacji. Na jego podstawie obliczane są parametry kontrolne (v) przekazywane w czasie rzeczywistym do regulatora, również zrealizowanego na PLC. Układ pozwala na ręczne sterowanie i kontrolę (gdyby zaistniała taka potrzeba), w szczególności w fazie rozruchu i stabilizacji pracy rektora. Możliwe będzie również sterowanie zdalne za pośrednictwem systemu komputerowego typu SCADA. Ogólna postać modelu obiektu z czasem dyskretnym obejmują nastawy regulatora i rejestrację parametrów wyjściowych i procesowych oraz warunków losowych.
Specjalistycznego systemu analitycznego służącego do gromadzenia, przetwarzania i analizy informacji zebranych w trakcie eksploatacji instalacji. Z jego pomocą zostaną ewentualnie zmodyfi kowane struktury regulatora i systemu adaptacyjnej identyfi kacji modelu procesu. Jest niezbędny w fazie wdrożenia technologii WAFA z dedykowanymi odpadami. Natomiast podczas eksploatacji może być potrzebny, o ile zajdzie konieczność modyfi kacji lub unowocześnienia systemu automatycznego sterowania instalacją. Wykorzystane zostaną wtedy również zarchiwizowane dane procesowe. Gdyby w toku realizacji procesów technologicznych w instalacji okazało się, że można uznać ich dynamikę za liniową, wtedy niektóre funkcje mogą mieć postać odwzorowań liniowych macierzowych, co znacznie ułatwi przeprojektowanie bloku adaptacyjnego.
Opis sterowania instalacji
Procesy rozruchu, termicznego przekształcania mieszanek odpadów, dopalania gazu i wytwarzania pary, realizowane są sterownikami przemysłowymi z opracowanym dla potrzeb technologii programem operacyjnym, które umożliwiają automatyczne prowadzenie procesu technologicznego, archiwizowanie przeprowadzanych ustawień, wizualizację procesu oraz zdalną zmianę ustawień. Dla tego celu przyjęto ogólną postać modelu obiektu z czasem dyskretnym:
Pomiary emisyjności zanieczyszczeń prowadzone są w sposób ciągły w trakcie termicznego przekształcania odpadów z zastosowaniem metody grawimetrycznej dla pyłu ogółem oraz metodą absorpcji promieniowania IR dla SO2 ; NOx ; CO, HCl, HF i H2O. Pomiar zawartości tlenu odbywa się z zastosowaniem celi cyrkonowych. Substancje organiczne w postaci gazów i par wyrażone jako TOC mierzone są techniką ciągłej detekcji płomieniowo-jonizacyjnej FID. Zawartość metali ciężkich w gazach odlotowych badana jest techniką spektrometrii emisyjnej w plazmie argonowej (ICP). Oznaczenia zawartości związków (PCDDs/ PCDFs) przeprowadzane są w specjalistycznych laboratorium analitycznym, w trakcie autorskiej eksploatacji instalacji. W przypadkach przekroczeń dopuszczalnej emisyjności zanieczyszczeń w dowolnej próbce, prowadzone będą pomiary ze stopniowym wprowadzaniem dodatkowych reagentów, aż do uzyskania pozytywnych efektów. Dokonany zostanie wybór najkorzystniejszy dla minimalnej emisyjności zanieczyszczeń zestaw reagentów, które jako optymalne, uzupełnione będą do stosowania w fazie eksploatacyjnej. Przeprowadzone będą prace dla uzyskania optymalnych parametrów procesów termicznego przekształcania i wymiany ciepła. Zmieniane będą temperatury i czasy prowadzenia procesów w poszczególnych strefach reaktora, poprzez zmianę czynników utleniających, powietrza i pary wodnej, ilości i ciśnienia recyrkulowanych, schłodzonych gazów. W poszczególnych strefach reaktora przeprowadzone będą na reprezentacyjnych próbkach analizy w zakresie:
Modelowany będzie sposób wymiany ciepła poprzez zmianę prędkości przepływu gazów spalinowych w wymiennikach i ilości rozpylanych płynnych reagentów. Przeprowadzone prace, z udziałem reprezentacyjnych próbek, pozwolą na określenie dopuszczalnego udziału w odpadach szkodliwych składników oraz ilości odpadowej biomasy roślinnej lub/i reagentów sodowych (w tym zmielonych odpadów szkła), dla wytwarzania płynnego złoża w celu zeszkliwienia niepalnych pozostałości (witryfi kacja). Przeprowadzone prace w ramach autorskiej eksploatacji pozwolą na odpowiednią adaptację programu operacyjnego dla sterowania procesami termicznego przekształcania dedykowanych odpadów i odzysku energii, ograniczenia emisyjności zanieczyszczeń oraz wytwarzania witryfi katów, co umożliwi eksploatację instalacji w warunkach stabilnie ekonomicznego, bezpiecznego i życzliwego otoczenia społecznego.